
ດັ່ງທີ່ທຸກຄົນໃນວົງການເຊື່ອມໂລຫະຮູ້, ການເຊື່ອມໂລຫະ MIG ແບບດັ້ງເດີມແລະການເຊື່ອມໂລຫະ TIG ຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນອຸດສາຫະກໍາ.ຢ່າງໃດກໍ່ຕາມ, ທັງສອງວິທີການເຊື່ອມໂລຫະນີ້ມີຄວາມຕ້ອງການສູງສໍາລັບທັກສະຂອງຊ່າງເຊື່ອມ.Welders ຈໍາເປັນຕ້ອງໃຊ້ເວລາຫຼາຍ mastering ທີ່ສໍາຄັນການເຊື່ອມໂລຫະ.ລະບົບການເຊື່ອມໂລຫະດ້ວຍມື laser ເຮັດໃຫ້ມັນງ່າຍຫຼາຍສໍາລັບປະຊາຊົນທົ່ວໄປທີ່ຈະເລີ່ມຕົ້ນ, ແລະໄດ້ຢ່າງງ່າຍດາຍໄດ້ຮັບຜົນກະທົບການເຊື່ອມໂລຫະຄຸນນະພາບສູງ.
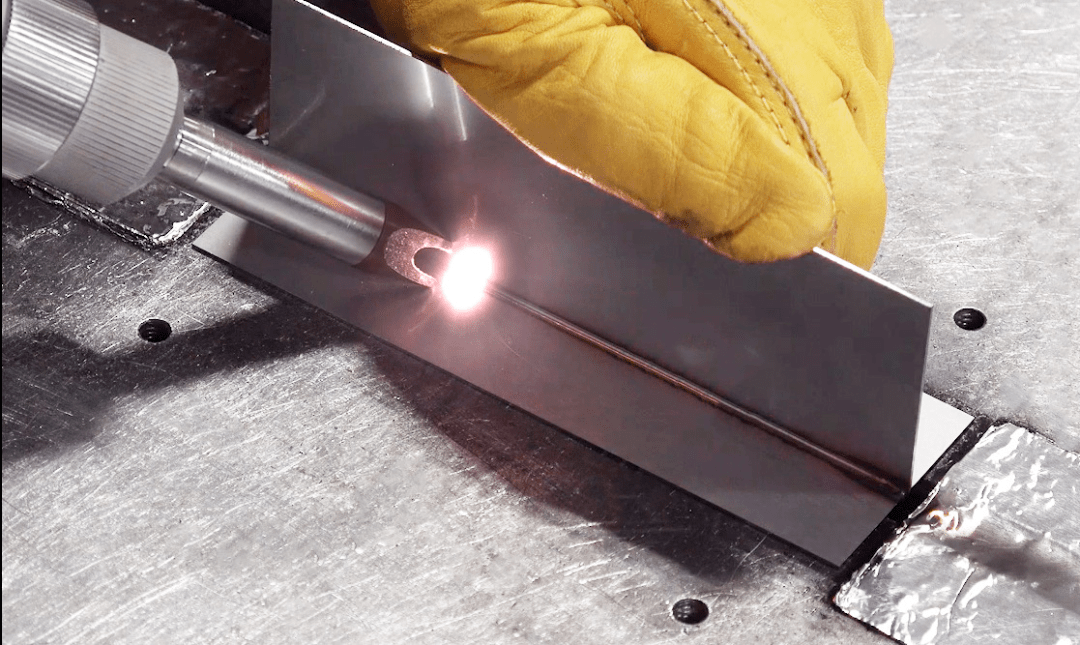
ພວກເຮົາໄດ້ດໍາເນີນການທົດສອບການປະຕິບັດຫຼາຍຊຸດກ່ຽວກັບຕົວຢ່າງການເຊື່ອມໂລຫະຂອງການເຊື່ອມໂລຫະດ້ວຍມືດ້ວຍເລເຊີ, ເຊັ່ນ: ຄວາມເຄັ່ງຕຶງ, ການບິດ, ແລະໂລຫະ.ຕໍ່ໄປ, ໃຫ້ເບິ່ງວ່າຄຸນນະພາບການເຊື່ອມໂລຫະຂອງລະບົບການເຊື່ອມໂລຫະ laser ມືຖືສາມາດຜ່ານການທົດສອບໄດ້ຢ່າງສໍາເລັດຜົນ.

01, ຄຸນນະສົມບັດ
•ພະລັງງານເລເຊີແມ່ນສູງເຖິງ 1500W.ສໍາລັບວັດສະດຸແລະຄວາມຫນາທີ່ແຕກຕ່າງກັນ, ການຕັ້ງຄ່າການເຊື່ອມໂລຫະທີ່ດີທີ່ສຸດສາມາດໄດ້ຮັບການຄັດເລືອກຢ່າງໄວວາໂດຍຜ່ານ knob ປັບ intuitive.
• ນຳໃຊ້ 74 ຕົວກໍານົດການຂະບວນການທີ່ກຳນົດໄວ້ລ່ວງໜ້າ ແລະ ກຳນົດໂດຍຜູ້ໃຊ້ ເພື່ອເຮັດໃຫ້ຊ່າງເຊື່ອມໃໝ່ສາມາດຊຳນານການເຊື່ອມໂລຫະໄດ້ໂດຍຜ່ານການຝຶກອົບຮົມຫຼາຍຊົ່ວໂມງ.
• ເລືອກຮູບແບບການເກັບຮັກສາເພື່ອໃຫ້ພະລັງງານສູງສຸດເຖິງ 2500W, ເພື່ອໃຫ້ມີຄວາມສາມາດເຊື່ອມໂລຫະທີ່ແຂງແຮງຂຶ້ນ.
• ການທໍາຄວາມສະອາດໃຫມ່ໄດ້ຖືກເພີ່ມໃສ່ພື້ນຖານຕົ້ນສະບັບ, ເຊິ່ງສາມາດເອົານ້ໍາມັນ, rust, ແລະການເຄືອບໄດ້ໄວແລະງ່າຍດາຍກ່ອນທີ່ຈະເຊື່ອມ, ແລະເອົາສານຕົກຄ້າງຂອງພື້ນຜິວແລະການປ່ຽນສີອອກຊີເຈນຫຼັງຈາກການເຊື່ອມໂລຫະ.ການເຊື່ອມໂລຫະທີ່ສວຍງາມສາມາດໄດ້ຮັບໂດຍບໍ່ຕ້ອງໃຊ້ສານຂັດຫຼືສານເຄມີ, ປະຫຍັດຄ່າໃຊ້ຈ່າຍເພີ່ມເຕີມແລະເວລາ.
02, ວັດສະດຸເຊື່ອມ
| ວິທະຍາສາດວັດສະດຸ | ຄວາມຫນາການເຊື່ອມໂລຫະດ້ານດຽວ | ຄວາມຫນາການເຊື່ອມສອງດ້ານ |
| ສະແຕນເລດ | 4ມມ | 10 ມມ |
| ເຫຼັກອ່ອນ | 4ມມ | 10 ມມ |
| ອະລູມິນຽມ | 4ມມ | 10 ມມ |
| ທອງແດງ | 1 ມມ | 2 ມມ |
03, ຂໍ້ດີ
•ການເຊື່ອມໂລຫະສູງ: 4 ເທົ່າໄວກ່ວາການເຊື່ອມໂລຫະແບບດັ້ງເດີມ, ເພີ່ມຜົນຜະລິດແລະການຫຼຸດຜ່ອນຄ່າໃຊ້ຈ່າຍຂອງແຕ່ລະ workpieces.
• ຄຸນນະພາບການເຊື່ອມໂລຫະສູງ: ການເຊື່ອມໂລຫະທີ່ໜາ, ວັດສະດຸບາງໆ, ແລະໂລຫະສະທ້ອນແສງທີ່ບໍ່ເປັນຮູບຊົງ, ການຕັດ, ຫຼືບາດແຜ, ແລະພື້ນທີ່ທີ່ໄດ້ຮັບຜົນກະທົບຈາກຄວາມຮ້ອນແມ່ນນ້ອຍຫຼາຍ.
•ງ່າຍຕໍ່ການນໍາໃຊ້: ການຕັ້ງຄ່າງ່າຍດາຍ, ການຮຽນຮູ້, ແລະການດໍາເນີນງານທີ່ມີການຊຶມເສົ້າ, ສາມາດຮັບຮູ້ການເຊື່ອມໂລຫະແລະການທໍາຄວາມສະອາດທີ່ມີຄຸນນະພາບສູງ.
• ລັກສະນະການເຊື່ອມໂລຫະ: ຮອຍເປື້ອນຂອງນໍ້າມັນ, ຂີ້ໝ້ຽງ, ແລະການເຄືອບຕ້ອງຖືກຖອດອອກກ່ອນການເຊື່ອມ, ແລະສິ່ງເສດເຫຼືອຂອງພື້ນຜິວ ແລະ ການປ່ຽນສີອອກຊີເຈນຈະຖືກຖອດອອກຫຼັງຈາກການເຊື່ອມ, ປະຫຍັດເວລາ ແລະຄ່າໃຊ້ຈ່າຍໃນການໃຊ້ສານຂັດ ຫຼືສານເຄມີ.
• ລະດັບຄວາມກ້ວາງຂອງວັດສະດຸ: ໂລຫະທີ່ມີຄວາມຫນາແຕກຕ່າງກັນ, ພາກສ່ວນບາງສຸດ, ການເຊື່ອມໂລຫະທອງແດງ, ແລະວັດສະດຸທີ່ມີ conductivity ທີ່ແຕກຕ່າງກັນ.
• Swing welding: ຄວາມກວ້າງຂອງ swing ແມ່ນສູງເຖິງ 5mm, ປັບປຸງຄວາມສາມາດໃນການເຊື່ອມແລະການເຊື່ອມໂລຫະທີ່ມີຄວາມສູງທີ່ສວຍງາມ.
• ຄວາມປອດໄພຂອງຜູ້ປະຕິບັດການ: ເຊັນເຊີ multistage ແລະອຸປະກອນຄວາມປອດໄພ interlocking
| ວິທີການເຊື່ອມໂລຫະແບບດັ້ງເດີມ | ການເຊື່ອມໂລຫະເລເຊີ | |
| ຄວາມໄວການເຊື່ອມໂລຫະ | ທຳມະດາ | ໄວກວ່າ 4 ເທົ່າ |
| ຄຸນນະພາບການເຊື່ອມໂລຫະ | ຂຶ້ນກັບປະສົບການຂອງຜູ້ປະຕິບັດງານ | ຜົນກະທົບຄຸນນະພາບສູງ |
| ຄວາມຫຍຸ້ງຍາກໃນການຮຽນຮູ້ | ຍາກ | ງ່າຍທີ່ຈະນໍາໃຊ້ |
| ການກະກຽມສໍາລັບການເຊື່ອມ workpiece | ການກະກຽມແມ່ນສໍາຄັນແລະມີບັນຫາ | ການກະກຽມຫນ້ອຍແລະງ່າຍດາຍ |
| ການກະກຽມ workpiece ກ່ອນການເຊື່ອມໂລຫະຄວາມຍືດຫຍຸ່ນວັດສະດຸ | ຈໍາກັດໂດຍການປ່ຽນແປງວັດສະດຸ | ລະດັບຄວາມກ້ວາງ, ບໍ່ຈໍາເປັນຕ້ອງກໍານົດ |
| ເຂດທີ່ໄດ້ຮັບຜົນກະທົບຈາກຄວາມຮ້ອນ | ໃຫຍ່ | ຂະຫນາດນ້ອຍ |
| ງໍແລະຜິດປົກກະຕິ | ງ່າຍຫຼາຍທີ່ຈະຜິດປົກກະຕິ | ບໍ່ງ່າຍທີ່ຈະຜິດປົກກະຕິ |
| ການເຊື່ອມໂລຫະ swing | ບໍ່ມີ | swing width ເຖິງ 5mm |
04. ຕົວກໍານົດການດ້ານວິຊາການ
| ພະລັງງານ laser | ພະລັງງານສູງສຸດ | ພະລັງງານ | ຄວາມອາດສາມາດເກັບຮັກສາຮູບແບບ | ຄວາມກວ້າງຂອງການເຮັດຄວາມສະອາດແລະຄວາມຍາວ | ຄວາມຍາວ swingແລະຄວາມຖີ່ | ຂະໜາດ(L * W * H) | ນ້ຳໜັກ |
| 1500W | 2500W | 220V,24 ກ | 74 | 15 ມມ | ເຖິງ 300H,ເຖິງ 5 ມມ | 641*316*534ມມ | 53KG |
ພວກເຮົາສາມາດເຫັນໄດ້ວ່າການປະຕິບັດການເຊື່ອມໂລຫະດ້ວຍມືດ້ວຍເລເຊີແມ່ນດີກວ່າການເຊື່ອມໂລຫະ TIG ແບບດັ້ງເດີມແລະການເຊື່ອມໂລຫະ MIG ໃນຫຼາຍດ້ານ.ບາງທີບໍ່ດົນ, ພາກສະຫນາມການເຊື່ອມໂລຫະຈະເປັນໂລກຂອງການເຊື່ອມໂລຫະດ້ວຍມືດ້ວຍເລເຊີ.
ເວລາປະກາດ: 30-11-2022