
ການເຈາະການເຊື່ອມໂລຫະແມ່ນຫຍັງ?ມັນຫມາຍເຖິງຄວາມເລິກຂອງການລະລາຍຂອງໂລຫະພື້ນຖານຫຼື bead ການເຊື່ອມທາງຫນ້າຢູ່ໃນພາກຂ້າມຂອງ welded ຮ່ວມກັນ.
ການເຊື່ອມໂລຫະປະກອບມີ: ເຊື່ອມ seam (0A), ເຂດ fusion (AB) ແລະເຂດຜົນກະທົບຄວາມຮ້ອນ (BC).
ຂັ້ນຕອນທີ 1: ການເກັບຕົວຢ່າງ
(1) ຕໍາແໜ່ງຕັດຂອງຕົວຢ່າງການເຈາະການເຊື່ອມ: a.ຫຼີກເວັ້ນການເລີ່ມຕົ້ນແລະຢຸດຕໍາແຫນ່ງ
ຂ.ຕັດອອກຢູ່ທີ່ 1/3 ຂອງຮອຍແປ້ວ
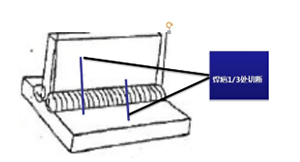
ຄ.ເມື່ອຄວາມຍາວຂອງຮອຍເຊື່ອມແມ່ນຫນ້ອຍກວ່າ 20mm, ຕັດອອກຢູ່ເຄິ່ງກາງຂອງຮອຍແປ້ວການເຊື່ອມ.
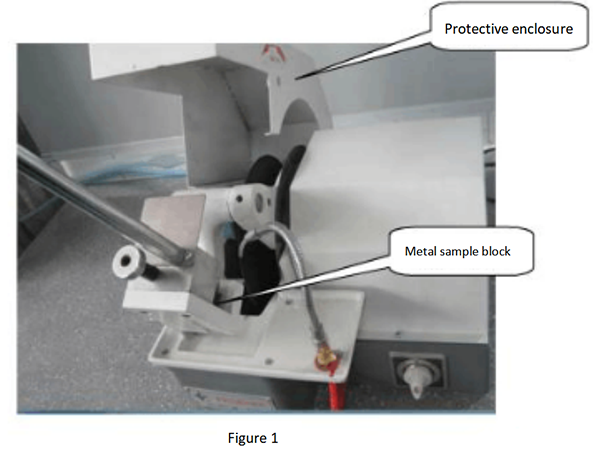
(2) ຕັດ
A. ເຊື່ອມຕໍ່ການສະຫນອງພະລັງງານແລະກວດເບິ່ງວ່າອຸປະກອນການວັດແທກຕອບສະຫນອງຄວາມຕ້ອງການການທົດສອບ;ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບທີ 1, ເປີດທີ່ຢູ່ອາໄສປ້ອງກັນຂອງເຄື່ອງຕັດໂລຫະແລະຕິດຕັ້ງຕັນຕົວຢ່າງໂລຫະທີ່ຈະທົດສອບ.
(ຫມາຍເຫດ: ໃຫ້ແນ່ໃຈວ່າໄດ້ແກ້ໄຂຕັນໂລຫະຢ່າງສົມບູນ!)
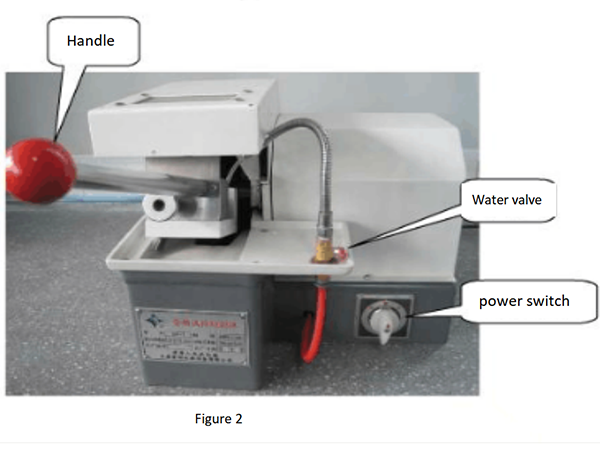
ຂ.ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບທີ 2, ປິດຝາປ້ອງກັນຂອງເຄື່ອງຕັດໂລຫະ, ເປີດປ່ຽງນ້ໍາ, ແລະເປີດສະຫຼັບພະລັງງານ;ຈັບມືຂອງເຄື່ອງຕັດໂລຫະແລະຄ່ອຍໆກົດມັນລົງເພື່ອຕັດຕົວຢ່າງໂລຫະ.ຫຼັງຈາກການຕັດ, ຄວາມຍາວ, ຄວາມກວ້າງແລະຄວາມສູງຂອງຕົວຢ່າງໂລຫະຈະຫນ້ອຍກວ່າ 4mm;ປິດວາວນ້ໍາ, ປິດພະລັງງານ, ແລະເອົາຕົວຢ່າງໂລຫະອອກ.
ຂ.ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບທີ 2, ປິດຝາປ້ອງກັນຂອງເຄື່ອງຕັດໂລຫະ, ເປີດປ່ຽງນ້ໍາ, ແລະເປີດສະຫຼັບພະລັງງານ;ຈັບມືຂອງເຄື່ອງຕັດໂລຫະແລະຄ່ອຍໆກົດມັນລົງເພື່ອຕັດຕົວຢ່າງໂລຫະ.ຫຼັງຈາກການຕັດ, ຄວາມຍາວ, ຄວາມກວ້າງແລະຄວາມສູງຂອງຕົວຢ່າງໂລຫະຈະຫນ້ອຍກວ່າ 4mm;ປິດວາວນ້ໍາ, ປິດພະລັງງານ, ແລະເອົາຕົວຢ່າງໂລຫະອອກ.
ຂັ້ນຕອນທີ 3: ການກັດກ່ອນ
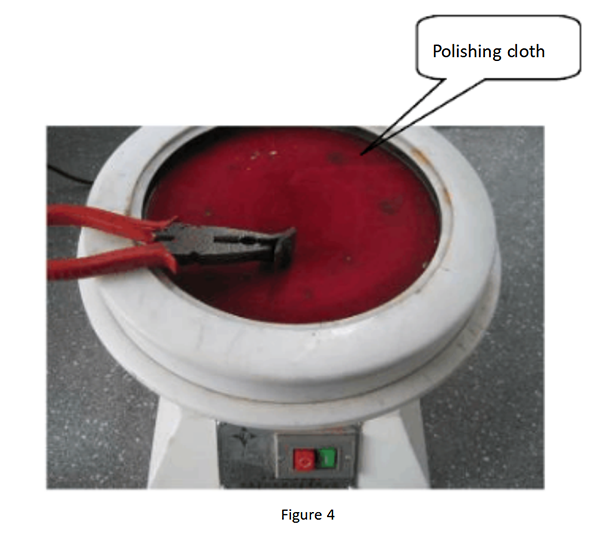
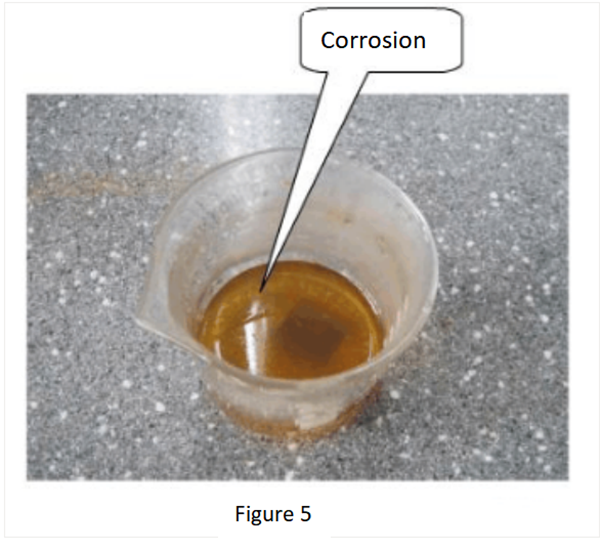
(1) ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບທີ 5, ໃຊ້ເຫຼົ້າແລະອາຊິດ nitric ຢ່າງແທ້ຈິງເພື່ອກະກຽມການແກ້ໄຂການກັດກ່ອນ (3-5% ອາຊິດ nitric ແລະເຫຼົ້າ) ໃນຈອກວັດແທກ, ເອົາຕົວຢ່າງໂລຫະເຂົ້າໄປໃນການແກ້ໄຂ corrosion ຫຼືໃຊ້ແປງຂະຫນາດນ້ອຍເພື່ອລ້າງ. ດ້ານຕັດສໍາລັບການກັດກ່ອນ.ເວລາ corrosion ແມ່ນປະມານ 10-15 ວິນາທີ, ແລະຜົນກະທົບ corrosion ສະເພາະຕ້ອງໄດ້ຮັບການກວດກາສາຍຕາ.
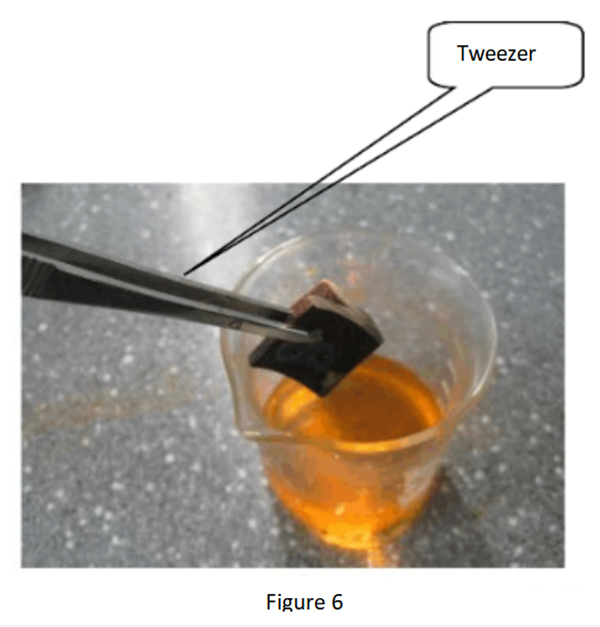
(2) ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບທີ 6, ຫຼັງຈາກການກັດກ່ອນແລ້ວ, ເອົາທ່ອນຕົວຢ່າງໂລຫະອອກດ້ວຍ tweezers (ຫມາຍເຫດ: ຢ່າແຕະຕ້ອງນ້ໍາ corrosion ດ້ວຍມື), ແລະເຮັດຄວາມສະອາດການແກ້ໄຂ corrosion ເທິງຫນ້າດິນຂອງຕັນຕົວຢ່າງໂລຫະທີ່ສະອາດ. ນ້ໍາ.
(1) ເປົ່າລົມໃຫ້ແຫ້ງ
ຂັ້ນຕອນທີ 4: ວິທີການກວດກາການເຊື່ອມໂລຫະເຈາະ
| T (mm) ແມ່ນຄວາມຫນາຂອງແຜ່ນ | |||
| ມາດຕະຖານເກົ່າ | ດັດຊະນີໃຫມ່ | ||
| ຄວາມຫນາຂອງແຜ່ນ | ການເຈາະຂໍ້ມູນ | ຄວາມຫນາຂອງແຜ່ນ | ການເຈາະຂໍ້ມູນ |
| ≤3.2 | ຂ້າງເທິງ 0.2 * t | t≤4.0 | ຂ້າງເທິງ 0.2 * t |
| 4.0<t≤4.5 | ສູງກວ່າ 0.8 | ||
| 3.2~4.5 (ລວມທັງ 4.5) | ສູງກວ່າ 0.7 | 4.5<t≤8.0 | ສູງກວ່າ 1.0 |
| t 9.0 | ສູງກວ່າ 1.4 | ||
| 4.5 | ສູງກວ່າ 1.0 | t≥12.0 | ສູງກວ່າ 1.5 |
| ຫມາຍເຫດ: ການເຊື່ອມໂລຫະຂອງແຜ່ນບາງແລະແຜ່ນຫນາແມ່ນອີງໃສ່ແຜ່ນບາງໆ | |||
(1.2) ການເຊື່ອມໂລຫະເຈາະ (ມີຄວາມຍາວຂາຊີ້ໃຫ້ເຫັນເຖິງການເຈາະ)
| L (mm) ແມ່ນຄວາມຍາວຂອງຕີນ | |
| ຄວາມຍາວຂອງຕີນ | ການເຈາະຂໍ້ມູນ |
| L≤8 | ຂ້າງເທິງ 0.2 * L |
| L>8 | ສູງກວ່າ 1.5 ມມ |
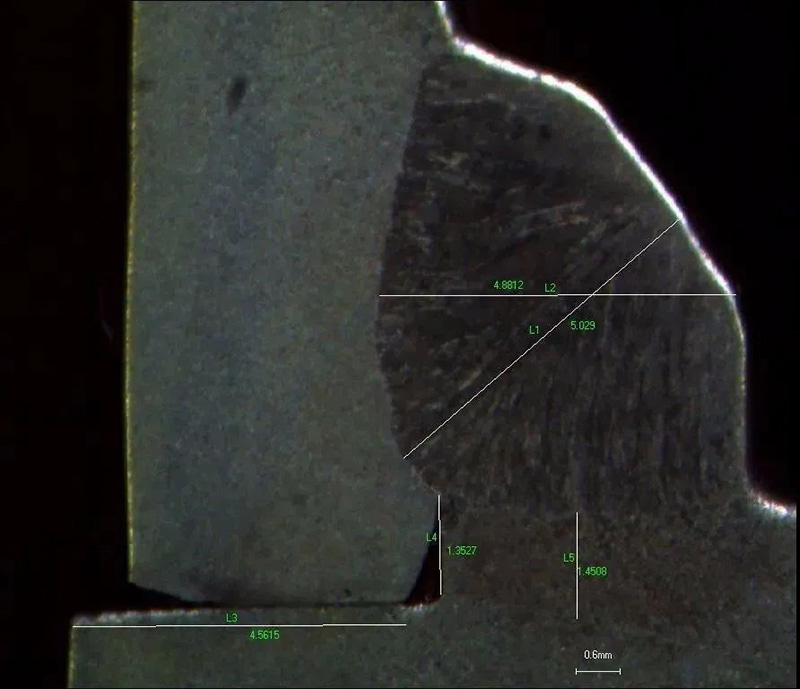
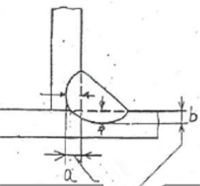
(2) ການວັດແທກ penetration ການເຊື່ອມຕໍ່ (ໄລຍະຫ່າງ a ແລະ b ແມ່ນການເຈາະເຊື່ອມ)

(3) ເຄື່ອງມືການກວດກາສໍາລັບການເຈາະເຊື່ອມ
ຂັ້ນຕອນທີ 5: ບົດລາຍງານການກວດກາການເຈາະເຊື່ອມແລະການເກັບຮັກສາຕົວຢ່າງ
(1) ບົດລາຍງານການກວດກາການເຊື່ອມໂລຫະ:
ກ.ການເພີ່ມແຜນວາດສ່ວນຂ້າມຂອງພາກສ່ວນກວດກາ
ຂ.ຫມາຍຕໍາແໜ່ງການວັດແທກຂອງການເຈາະເຊື່ອມໃນແຜນວາດ
ຄ.ການເພີ່ມຂໍ້ມູນ
(2) ກົດລະບຽບການເກັບຮັກສາຕົວຢ່າງການເຊື່ອມໂລຫະເຈາະ:
ກ.ການເກັບຮັກສາຊິ້ນສ່ວນກອບ S ສໍາລັບ 13 ປີ
ຂ.ພາກສ່ວນທົ່ວໄປຕ້ອງເກັບຮັກສາໄວ້ 3 ປີ
ຄ.ຖ້າມີການກໍານົດໄວ້ເປັນຢ່າງອື່ນໃນຮູບແຕ້ມ, ມັນຈະຖືກປະຕິບັດຕາມຄວາມຕ້ອງການຂອງຮູບແຕ້ມ
(ພື້ນຜິວກວດກາການເຈາະສາມາດຕິດດ້ວຍກາວທີ່ໂປ່ງໃສເພື່ອຊັກຊ້າການເກີດ rusting)
ເວລາປະກາດ: 22-12-2022